Zi cotton management Zi cotton automatic control
In order to realize the automatic control of the cotton amount and the coordination between the front and rear process equipment, today’s cotton finishing process not only has the cotton amount control equipment, but also realizes the interlocking control between the equipment through electrical components. The cotton quantity control equipment includes the air vent valve (also called the cotton control valve), the cotton automatic control box (also called the automatic feeding control box, the cotton manipulator), and the internal cotton storage box (also called the internal cotton feeding box). , overflow cotton warehouse (also called overflow box), etc.
1. Atmospheric valve
The atmospheric valve is a device for controlling the amount of cotton passed through during the cleaning process. It is installed on the cotton transportation pipeline before the heavy debris separator. Its main function is to connect Or cut off the external suction cotton and act as a process switch.
There are two ways to control the opening and closing of the air inlet baffle of the air vent valve. One is controlled by a cylinder, usually called a pneumatic air vent valve, as shown in Figure 7-27; the other is controlled by an electric push rod. It is usually called an electric air vent, as shown in Figure 7-28.
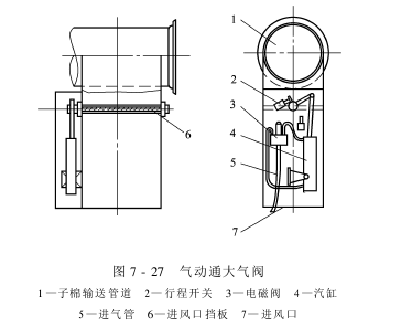
Open the atmosphere The working principle of the valve is: the air inlet volume of each pipe section in a pipe network is inversely proportional to the resistance of each pipe section, that is, the greater the resistance of the pipe section, the smaller the air flow entering from the air inlet; conversely, the greater the air flow. The installation position of the air valve determines that the resistance of the cotton suction pipe section is dozens of times greater than the resistance of the air inlet of the air valve. Therefore, as long as the air inlet baffle of the air valve is opened, almost all the airflow in the pipe network will flow from the air valve. When the air inlet enters, the air flow at the cotton suction port is almost zero, and the transportation of cotton will stop immediately.
2. Automatic sub-cotton control box
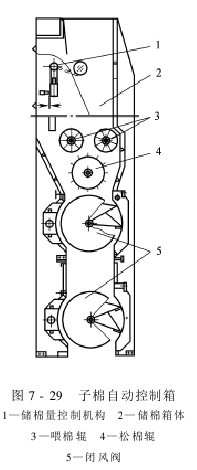
The automatic control box for sub-cotton plays the role of storing sub-cotton and regulating the flow of sub-cotton in the process. Its structure is shown in Figure 7-29. It mainly consists of a cotton storage box, It consists of 1 pair of cotton feeding rollers, cotton loosening rollers and 2 air closing valves. Its main process performance includes the following aspects.
(1 ) Store a certain amount of sub-cotton to ensure the continuity of the external cotton suction work and improve the operation rate of ginning process equipment. When any equipment such as sub-cotton cleaning machine, gin, leather cleaning machine, cotton collector, baler, etc. fails, each equipment of the external cotton suction device can continue to work without shutting down; when an equipment of the external cotton suction device fails At this time, because there is a certain amount of quantum cotton in the automatic control box, the ginning equipment can continue to work for a period of time. If the fault is resolved quickly, it will not affect the operation rate of the complete set of equipment, and can greatly improve the working efficiency of the entire set of process equipment.
(2) Provide loose cotton to the dryer evenly and continuously to prevent clogging of the dryer and improve the drying efficiency of cotton.
(3) According to the moisture regain of the cotton, adjust the supply of the cotton to ensure that the moisture regain of the dried cotton meets the ginning requirements.
(4) When a fire occurs in subsequent process equipment, the cotton in the external suction pipe can be stored, cutting off the supply channels of cotton, and reducing fire losses.
3. Internal cotton storage box
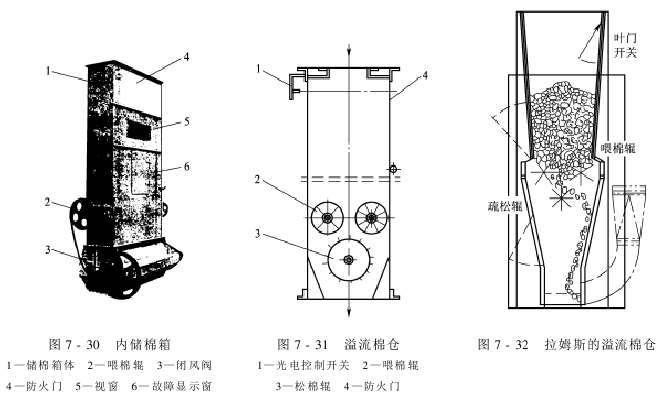
The internal cotton storage box is shown in Figure 7-30. It mainly consists of three parts: a cotton storage box, a pair of cotton feeding rollers, and an air closing valve. The cotton storage box is a hollow cuboid surrounded by steel plates, used to store cotton. The internal cotton storage box is only used in the process of positive pressure cotton distribution, and it is installed at the cotton outlet of the cotton cleaning machine. The main functions of the internal cotton storage box are: (1) Store a certain amount of cotton to ensure the normal operation of the cotton distribution device and improve the efficiency of the equipment.
(2 ) Continuously and evenly supplies cotton to the cotton box of the gin.
(3) In the event of fire danger, block the sub-cotton from entering subsequent pipelines and equipment to avoid fire or reduce fire losses.
(4) In the non-drying process of cotton, when the gin, cotton collector, baler and other equipment fails, the internal cotton storage box must take over the pipes and equipment between the air vent valve and the cotton cleaning machine. The sub-cotton inside prevents clogging of the sub-cotton cleaning machine.
The working process of the internal cotton storage box: The cotton cotton cleaned by the cotton cleaning machine is thrown into the internal cotton storage box, and is evenly fed into the compartment of the air closing valve by the cotton feeding roller, and then the air closing valve is used The valve is dropped into the positive pressure distribution pipe. When the cotton wool in the cotton cleaning machine catches fire, the fire door can be opened to discharge the cotton wool with sparks out of the machine.
4. Overflow cotton bin
The overflow cotton bin is used in the spiral cotton blending process. Its main function is to store excess cotton after ginning and blending, or when the gin fails, store it in the process pipeline. The structure of sub-cotton is shown in Figure 7-31. It is mainly composed of cotton storage box, cotton feeding roller, cotton loosening roller, fire door and other parts. The structure of the overflow cotton bin is very similar to the sub-cotton automatic control box. The main difference is that the cotton feeding roller of the overflow cotton bin is not directly controlled by the cotton feeding motor, but is driven by the motor on the loose cotton roller through the bridge wheel. ; After the cotton in the overflow cotton bin is loosened by the cotton loosening roller, it is sucked to the overflow cotton separator by the air flow, so there is no need to close the air valve to feed cotton; the overflow cotton warehouse is equipped with a fire door.
Figure 7-32 shows the overflow cotton warehouse equipped with cotton auger of American Rams Company. Its structure and working principle are the same as mentioned above.
AAAE4T45UY75T