A brief analysis of the development of functional protective textiles
1Introduction
As an essential item to protect human body safety, protective clothing should have certain safety, functionality, aesthetics and comfort. It can not only effectively protect workers from the hazards of “harsh” environments, but also highlight Application of high-tech. In recent years, with the rapid development of science and technology, people’s awareness of self-protection has become stronger and stronger, which has put forward higher requirements for the safety and protection performance of fabrics, which has promoted the development of functional protective fabrics subjectively and objectively.
2 Domestic and foreign research and development status
2.1 Domestic Current Situation
Our country’s protective clothing with special functions started late and encountered various difficulties in its development. From the mid-1980s to the early 1990s, the research and development of protective clothing became increasingly active. The establishment of the “National Protective Clothing Research Association” in 1991 played a role in promoting the exchange and promotion of protective clothing technology; from the 1990s to the present, my country’s series of protective clothing There are dozens of varieties of protective clothing and they are widely used in all walks of life. High-performance fibers such as Nomex1313 and Nomex1414 have been researched and developed and have begun industrial production. Multifunctional laminated protective clothing has been used in different industries, such as Anti-static, anti-bacterial and anti-virus protective clothing, fire-proof, oil-proof, water-proof and acid-proof protective clothing, etc. The national standards, industry standards and local standards for various protective clothing are constantly improving, and the supervision and inspection institutions are also becoming increasingly sound. At present, although my country has research and product production related to protective clothing, there is still a certain gap compared with developed countries abroad. There are still some problems in terms of multi-functional fit, protection and comfort coordination of protective clothing. Protection Service standards and evaluation testing methods will need to be improved.
2.2 International Current Situation
In recent years, the international research and development technology of protective fabrics has progressed very rapidly and has become a very active branch of labor protection. With the continuous development of polymer materials, the varieties and application fields of functional protective clothing are gradually expanding. Anti-virus clothing, anti-insect clothing, anti-infrared clothing, anti-cutting clothing, refrigeration clothing, space suits, etc. are constantly coming out and have multiple functions. Protective clothing has also been successfully developed one after another; high-performance multi-functional protective fabrics and new finishing processes continue to emerge, and high-performance fiber pure and blended chemical fiber fabrics such as Nomex, Basofi1, Kerme1, and PBI have been introduced to the market; relevant International academic conferences on protective fabrics are held frequently; protective clothing academic groups and standardization institutions are constantly increasing, and new standards are constantly being formulated. Currently, the International Organization for Standardization (IS0), the European Committee for Standardization (CEX), the American Society for Testing and Materials (ASTM), etc. Institutions all have protective clothing professional committees or subcommittees.
3 Classification of functional protective fabrics
Functional protective fabrics have the functions of anti-ultraviolet, anti-radiation, fire-proof, high-temperature resistance, oil-proof, acid-proof, anti-static, and anti-bad weather functions, etc., providing safety protection for workers in hazardous environments to avoid lives and property. huge losses. Its specific classification is as follows:
3.1 Classification by protection objects
According to different protection objects, functional protective fabrics can be divided into protective fabrics for general operations and emergency operations. General work protective fabrics refer to fabrics worn in general working environments to remove contamination, prevent mechanical wear, prevent grinding and other general damage, such as protective gloves, sleeve guards, leg guards, etc., which can be used for work in the field of mechanical finishing. Personnel provide safety and care. There is a wide range of fabrics available for general work protective clothing, and different grades of pure cotton, chemical fiber, and blended chemical fiber fabrics are suitable for production. Emergency protective fabrics are suitable for working environments that directly endanger the safety and health of workers. They can avoid and reduce occupational hazards. They are highly specific. The fabrics used must meet the technical requirements for special protective functions of the country and industry. They are mainly used in chemical industry, Metallurgy, petroleum, electronics, fire protection and other fields.
3.2 Classification by protective function
The functions of protective fabrics are designed for extraordinary working environments. These environmental factors can be roughly divided into physical factors (high temperature, low temperature, wind, rain, water, fire, dust, static electricity, radioactive sources, etc.), chemical factors Factors (poisons, oil, acids, alkalis, etc.), biological factors (insects, bacteria, viruses, etc.). Protective fabrics are mainly classified according to their functions: fireproof and heat insulation, chemical protection, anti-static, water-repellent and breathable, radiation protection, cold-proof and warm-keeping, covering, anti-mosquito, antibacterial and deodorant, oil-repellent and decontamination and other functional fabrics.
3.3 Classification by application fields
Divided according to the field of care, functional protective fabrics can be divided into several categories such as public utility, military, medical and health, leisure and leisure, industrial, construction, and agricultural use. Public utility fabrics such as bus protective clothing mostly use recycled materials and perfect materials to increase the visibility of objects (people, roads, etc.) to avoid accidents; military protective fabrics can be divided into bulletproof vests, Anti-nuclear clothing, anti-biological and chemical clothing, and camouflage clothing are used to assist soldiers to the maximum extent to effectively resist, prevent and fight against harsh climatic conditions and conventional, biological and chemical warfare. According to the data, they have multi-functional protection against biological, chemical and harmful gases. Protective clothing has come out; currently, medical protective fabrics are used in large quantities, and they are required to be comfortable to wear, easy to operate, safe, anti-virus, anti-bacterial, wear-resistant, anti-tear, and also have functions such as preventing accidental cutting, eliminating the need for washing, and reducing surgical infections. . beautifulGore’s surgical isolation membrane-type Crosstech EMS fabric can not only block the penetration of blood, body fluids and viruses, but also has breathability and comfort. Hao Xinmin and others developed polytetrafluoroethylene laminated film “SARS” protective clothing, which has the functions of durable virus isolation, anti-blood penetration, anti-static, water-blocking, oil-proof, bacteriostatic, breathable and other multi-functional functions; for leisure and leisure use Protective fabrics mainly refer to protective clothing worn by motorcyclists, climbers, skiers, skaters, etc. For example, the American company Dow Corning has developed an active protection system fabric that not only effectively protects the human body from damage, but is also breathable. It has the advantages of durability, flexibility, sensitivity, portability, and easy care.
4 Research trends on major protective fabrics
4.1 Fire-retardant fabrics
Fire-retardant fabrics refer to labor protection fabrics that can prevent themselves from being ignited or can slow down and stop burning after contact with flames or hot objects. They are suitable for operating near open flames, emitting sparks or molten metal, or when there are flammable materials. , work in environments with explosive substances and fire hazards. Fire-retardant fabrics are mainly obtained through two methods: one is to chemically modify the fabric or perform fire-retardant post-treatment. This method is low-cost, but the fire resistance generally gradually decreases or disappears with the increase of service life and number of cleanings, such as Yang H et al. used hydroxyl-containing functional organophosphorus oligomers to post-finish nylon/cotton blended chemical fiber fabrics to obtain higher fire resistance; another method is to directly produce fire-resistant fibers or fabrics made of high-temperature resistant fire-resistant fibers. , permanently fireproof. High-performance fireproof fibers mainly include PBI, Nomex, Kerme1, arylsulfone fiber, phenolic fiber, melamine fiber, etc. Switzerland and the United States adopt the CP method to produce fire-resistant fabrics that achieve ideal results. my country introduces PROBAN from the United Kingdom to produce pure cotton fabrics with better fire-resistant properties and no melting and dripping. Recently, Lenzing adopted the Modal process to permanently implant the fire-retardant medium inside the fiber, producing a durable and stable skin-friendly thermal protection fiber with good moisture conduction function.
4.2 Chemical protective fabrics
Chemical protective fabrics can prevent damage caused by toxic, corrosive, flammable, reactive and other dangerous chemicals. Generally, PU coating or lamination is used to coat or laminate special films on the fabric. or rubber material. According to the protection objects, chemical protective fabrics can be divided into acid-proof clothing, anti-virus clothing, dust-proof clothing, etc. According to whether the protective material is breathable, chemical protective fabrics can be divided into two categories: isolation type and breathable type. Isolating protective fabrics generally use polyester fabric as the base fabric, and use specially treated butyl rubber, synthetic rubber, PVC, polyethylene film and other materials, and make corresponding protective clothing for use in severely polluted areas. It is used by personnel performing professional protection to protect against toxic gases and vapors. However, this kind of protective clothing can easily cause thermal fatigue due to its lack of breathability. Breathable chemical protective clothing mostly uses double-layer structures such as carbon fleece fabrics, carbon-sprayed foam plastics, and laminate materials. The outer layer bears various wearing strengths, and the inner layer material must be treated with fluororesin and activated carbon PU coating to absorb venom. , poisonous gas and block its passage to avoid invading the skin. Tyvek, a spunbond nonwoven fabric developed by DuPont in the United States, has excellent tensile strength, chemical resistance, breathability and dimensional stability. The prepared TYCHEM C-type protective clothing can effectively protect against harmful ultra-fine dust, high-concentration inorganic acids, Alkali and salt solutions. In addition, DuPont’s saranex protective materials and Viton fluororubber materials also have excellent chemical barrier properties.
4.3 Removing static electricity from fabrics
Anti-static fabrics can leak static electricity through corona discharge or conduction, thus having permanent anti-static properties. They are suitable for use by workers in places prone to static electricity, such as electronics, aviation, aerospace, petroleum, coal mining and other industries. . At present, there are carburized fibers, stainless steel fibers, modified polyacrylonitrile fibers, etc. in China. The State Grid Electric Power Research Institute adopts stainless steel fibers and fabric fiber blended chemical fiber fabrics to interweave them to prepare a 1000kV ultra-high voltage AC electrostatic protective clothing. It also has good electric field shielding performance and wearing comfort. To prepare antistatic fabrics, conductive substances or antistatic agents can also be added inside the fibers, or conductive fibers or ultra-fine metal wires can be added to the fabric to obtain antistatic effects. In recent years, researchers have developed antistatic fabrics by arranging sheath-core conductive fibers at certain intervals in the fabric, and have obtained sheath-core laminated fibers, nylon and carbon fibers formed by polyester (skin) and carbon fiber (core). Laminated fibers formed by mixed spinning, etc. Japan’s Masahiro Oshida uses polyethylene containing copper iodide as the core and polyester PET as the skin. The conductive component of the organic conductive fiber produced by the laminated spinning method is continuous along the fiber axis, making it easy for charges to escape.
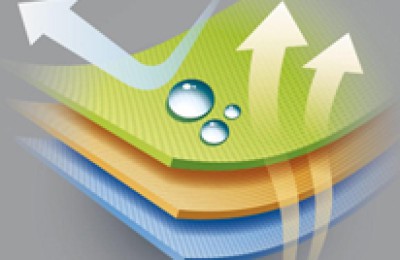
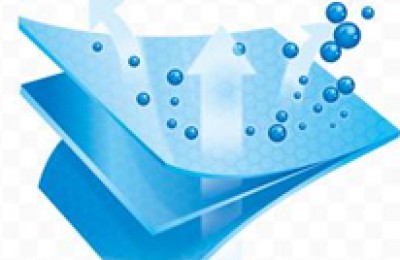
4.4 Water-blocking and breathable fabrics
Water-repellent and breathable fabrics, that is, water does not penetrate the fabric under a certain pressure, and the sweat emitted by the human body is transmitted to the outside world in the form of water vapor through the fabric. The main types include high-density fabrics, PU coatings with hydrophilic groups Layer fabrics, microporous PU coated film laminated fabrics, fabrics finished with water blocking agents, etc. Teijin Company of Japan uses microfiber to make Microft Lectus, a water-repellent high-density fabric with a water pressure resistance of 6000-7000Pa and an air permeability of greater than 8000g/m2·24h. PU coated fabrics that introduce hydrophilic groups have water-blocking and breathable properties because of the “adsorption-diffusion-decomposition” between breathable molecules and non-porous membranes.”” process, typical products such as the UK’s Wi1cof1ex Staycoo1 and Japan’s ProofacePU coated fabrics can better meet the requirements of combining water blocking and breathability. Many water blocking and breathable fabrics have been developed using the microporous breathable mechanism, such as wet French PU (polyurethane) PU coating, dry PUPU coating and polytetrafluoroethylene (polytetrafluoroethylene) laminated fabrics, etc. The Gore-Tex fabric launched in the United States in the early 1970s is made of polytetrafluoroethylene. Made of laminated vinyl microporous membrane and fabric, it has excellent water-blocking and breathable properties, but its price is relatively high.
There are countless tiny papillary protrusions on the surface of the lotus leaf, which are attached with wax and are highly water-repellent and self-cleaning fabrics, giving the surface basic water-repellency and nano-scale roughness. Xu B, et al. first prepared ZnO nanorods on cotton fabrics, and then used dodecyltrimethoxysilane for water-repellent modification to construct a super-hydrophobic surface. Geun Y.B. et al. adopted nano-SiO2 and water-repellent finishing agents. At the same time, cotton fabrics are treated to achieve a super water-repellent effect. In addition, Qi H.J. and others used ion beam magnetron sputtering to generate a layer of fluorine-containing polymer water-repellent film on the surface of the fabric to prepare a water-blocking and breathable fabric.
4.5 Radiation protection fabrics
Radiation can be divided into particle radiation and electromagnetic wave radiation. The most difficult to protect against particle radiation is neutrons. Neutron radiation protective clothing is mainly made of anti-neutron radiation fibers. Its function is to slow down fast neutrons and absorb slow neutrons. Japan copolymerized lithium and boron compound powder with polyethylene resin and developed neutron radiation-proof fiber materials using a molten sheath-core bonded spinning process. In China, boron compounds, heavy metal compounds and polypropylene are blended and then melt-spun to make sheath-core neutron-proof fibers.
Electromagnetic radiation includes microwave radiation, infrared rays, ultraviolet rays, X-rays, γ-rays, etc. Electromagnetic radiation is very harmful to the human body and difficult to protect. Depending on the raw materials and finishing methods, there are roughly two research and development approaches for electromagnetic radiation protection fabrics: one is to use fibers with electromagnetic shielding properties to make fabrics; the other is to apply functional finishing agents with electromagnetic wave shielding properties to the fabrics, such as Fabric plating metal finishing and electromagnetic wave absorbing agent PU coating finishing. Electromagnetic wave shielding functional fibers include intrinsic conductive polymer fibers, laminated polymer electromagnetic shielding fibers, metal fiber carbon fibers and metal-plated fibers. Zhou Zhaoyi and others from Donghua University used in-situ polymerization on polyester fabrics to prepare polyester/polyaniline intrinsically conductive laminate fabrics, giving the polyester fabrics good conductive properties. The Japanese company Anebo developed the X-Akge microwave protective clothing, which plated silver onto nylon fibers. The resulting fabric is soft to the touch, has good washability, and can completely shield the microwaves emitted by mobile phones.
4.6 Cold-proof and warm fabrics
People have always wanted lightweight and comfortable cold-proof and warm clothing. In recent years, people have studied a material with thermal insulation properties exceeding that of poultry down, and have achieved certain success, such as soft wadding products that can contain still air. In order to make fibers that can hold a large amount of air while keeping the fiber volume and weight small, fibers with various cross-sectional shapes and hollow fibers with different shapes of gaps in the middle have been newly made. In view of the cold environment, Cha has developed thermal storage and thermal clothing that converts electrical energy into thermal energy. The development direction of cold-proof and thermal clothing is to use functional insulation and temperature-regulating fibers as the warm inner layer, and breathable and water-blocking fabrics as the wind-blocking, rainproof and breathable outer layer. A more successful cold-proof and warm product is Thinsu1ate from 3M Company. This product is a mixture of olefin microfibers and polyester fibers and has particularly excellent thermal insulation performance. The American company Arthur D Litt1e has designed a multi-layer work suit suitable for use in Antarctica. The inner layer is polyester fleece underwear with hydrophilic finishing, the middle layer is a brush-like high-loose polyester fleece insulation layer, and the outer layer is It is a water-repellent, wind-blocking and breathable Nomex knitted fabric finished with polytetrafluoroethylene PU coating.
5 Development Trends in Protective Fabrics
5.1 Develop new high-performance fibers
High-performance protective fabrics are high value-added products. Some of these protective fabrics are made of pure high-tech fibers or mixed with other fibers. In recent years, various high-performance new fibers have been emerging. Ultra-high-strength polyethylene fiber products include A1lied Signals’ Spectra, DSM’s Dyneema and Mitsui’s Tekmi1on, which can produce protection with bulletproof, anti-cut and anti-stab properties. Clothes. At present, protective fiber raw materials are developing towards differentiation, functionality and high performance. With the increase in high-performance fiber varieties and the continuous improvement of performance, the protective capabilities of functional workwear will be further improved.
5.2 Multi-functionality of protective clothing
During the use of protective clothing, protective clothing is often subjected to a variety of external factors, and the hazards faced in actual working environments are often complex. Therefore, it is necessary to prepare protective clothing that integrates multiple protective functions and is suitable for various environments. of great significance. Zhang J.C. et al. prepared a polytetrafluoroethylene/PU laminated protective clothing material with antistatic, bacteriostatic, water- and oil-proof properties. Tsafack M.J. et al. used plasma-induced grafting technology to treat cotton fabrics to make them durable, fireproof and water-repellent. With the diversification of functional compatible technologies, future protective clothing will be the carrier of multiple protective functions, providing more comprehensive protection, and its application fields will also continue to expand.
5.3 Further improve the comfort of protective clothing
Protective performance is an important performance of protective clothing, but comfortIt has an important influence on the successful promotion and application of protective clothing and is one of the main performance indicators of high-performance protective clothing. Therefore, with the advancement of science and technology, while emphasizing the functionality of protective clothing, the relationship between health, comfort and protective performance should also be coordinated. The comfort performance of protective clothing is related to the breathability, feel, weight, thermal insulation performance and other factors of the protective material. Issues such as how to reduce the load of work clothes, adjust the microclimate of underwear, and carry out antibacterial finishing have attracted more and more attention.
5.4 Application of new finishing technology
In recent years, some new energy-saving and environmentally friendly finishing technologies have come out one after another, such as plasma technology, nanotechnology, etc., which have made a definite breakthrough in the development of protective fabrics. The use of plasma technology to treat fabrics can improve the surface properties of the fibers and can be used to produce water-repellent and oil-proof fabrics. It can also improve the bonding strength of protective clothing, increase the function of work clothes, and promote the entry of protective clothing into diversified markets. A variety of functional fibers can be prepared by modifying various types of chemical fibers with nanopowders, such as antibacterial, anti-mildew and moisture-absorbing fibers, heat-resistant fibers, radiation-proof fibers, and fire-proof fibers. Nano-laminated spinning methods can also be used to produce them. Functional fabrics. The new generation of military work clothes developed by the United States using nanotechnology is lightweight, intelligent, protective, therapeutic, identification, and stealth functions. As an advanced technology in the 21st century, nanotechnology has great prospects for development in the field of protective workwear.
5.5 Research and Development of Intelligent Protective Clothing
Protective clothing must not only have a variety of protective functions, but also have intelligent health care and life safety functions. This is an important development direction for protective clothing. In recent years, smart fabrics have made rapid progress. Shape memory materials and phase change materials are implanted into fabrics to protect the human body by changing the microclimate formed by the human body and the environment. Electronic intelligent protective clothing can be prepared by adding microelectronic systems to protective clothing, such as the Georgia Institute of Technology in the United States. The developed CTWM smart shirt can self-adjust according to the external environment; smart fibers include thermal resistance freely adjustable fibers, self-finishing fibers and positioning tracking fibers based on GSM technology. In addition, some smart fibers can change color according to changes in external environmental temperature and are suitable for military workwear materials to achieve stealth functions.
6 Conclusion
At present, protective fabrics have the functions of fire protection, heat insulation, acid resistance, anti-virus, anti-static, water resistance and breathability, radiation protection, cold protection and warmth, etc., and have become a technology with high technical content, complete varieties and functions, and large market capacity. field. With the improvement of people’s living standards and the continuous improvement of labor protection policies, people have increasingly higher requirements for the safety and protection performance of protective clothing. Protective fabrics are increasingly favored by consumers, and their application areas are also expanding. Therefore, the development of multifunctional protective fabrics that are energy-saving, environmentally friendly, healthy, comfortable, and safe will help increase the added value of fabrics and meet the needs of market development. At the same time, it has important practical significance for ensuring people’s health and safety.
AAAFGBHGYUTKU
Extendedreading:https://www.yingjietex.com/product/Semi-dull-Nylon-taffeta-Fabric.html